فنی و مهندسی
فرآیند پیچش فشار بالا (HPT)
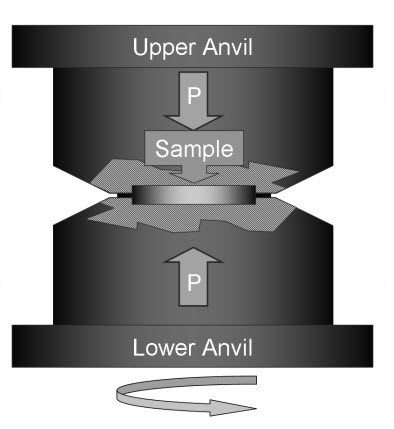
امروزه توجه ویژهای به فرآیند پیچش فشار بالا (HPT) شده است، زیرا این نوع فرآوری منجر به ریزدانه شدن دانه میشود که به طور کلی با استفاده از روشهای دیگر حاصل نمیشود. در عمل به طور کلی، این فرآیند به دیسکهای بسیار نازک اعمال میشود که تحت فشار بسیار زیاد و فشار پیچشی موازی قرار میگیرند. اصول اساسی فرآیند پیچش فشار بالا در شکل شماتیک زیر نشان داده شده است.
نمونه، به شکل دیسک نازک، درون یک فرورفتگی روی یک سندان پایینی قرار میگیرد که سپس به سمت بالا آورده میشود تا تحت فشار زیادی بین دو فرورفتگی یکسان بر روی سطوح فوقانی و پایینی قرار گیرد. نهایتا، از آنجا که ارتفاع نمونه بیشتر از فرو رفتگی دو سندان است، با اعمال فشار بالا P، از اطراف نمونه حجم کوچکی از مواد به سمت خارج سرازیر میشود. در ادامه با چرخش سندان پایینی کرنش پیچشی به نمونه اعمال میشود. این نوع فرآیند (HPT) یا پیچش فشار بالا نامیده میشود. یکی از محدودیتهای اساسی در فرآیند پیچش فشار بالا این است که کرنش وارد شده در دیسک پیچش فشار بالا به طور قابلتوجهی ناهمگن است.

واضح است که کرنش اعمالی بستگی به موقعیت آن در دیسک دارد. بنابراین، به نظر میرسد درجه بالایی از ناهمگنی در مقادیر سختی و ریزساختار تولید شده از پیچش فشار بالا وجود داشته باشد. این روش معایب دیگری نیز دارد در این رابطه پدرو و همکارنش بیان میدارند: قبل از انجام فرآیند پیچش فشار بالا ، دیسکها و فرورفتگیهای سطحی سندان دارای سطوح صاف هستند. با این وجود، گزارشهای متعددی وجود دارد که نشان میدهد سطوح دیسکها پس از پردازش، خمیدگی محدب را نشان میدهند. حتی اگر سطوح فرورفتگیهای سندان صاف باقی بمانند توسعه شیب در ضخامت دیسک نشان میدهد که ممکن است سندان در طول پردازش تغییر شکل یافته و در نتیجه اعوجاج نمونه ها نقش مهمی در جریان پلاستیک در مراحل اولیه پردازش پیچش فشار بالا داشته باشد.
جهت اخذ مشاوره و یا ثبت سفارش با شماره ۰۹۳۶۲۴۵۰۴۲۹ تماس بگیرید
